
Filaman PLA pou enprimant 3D swa klere rapid, gradyan koulè chanje lakansyèl miltikolor
Karakteristik pwodwi yo
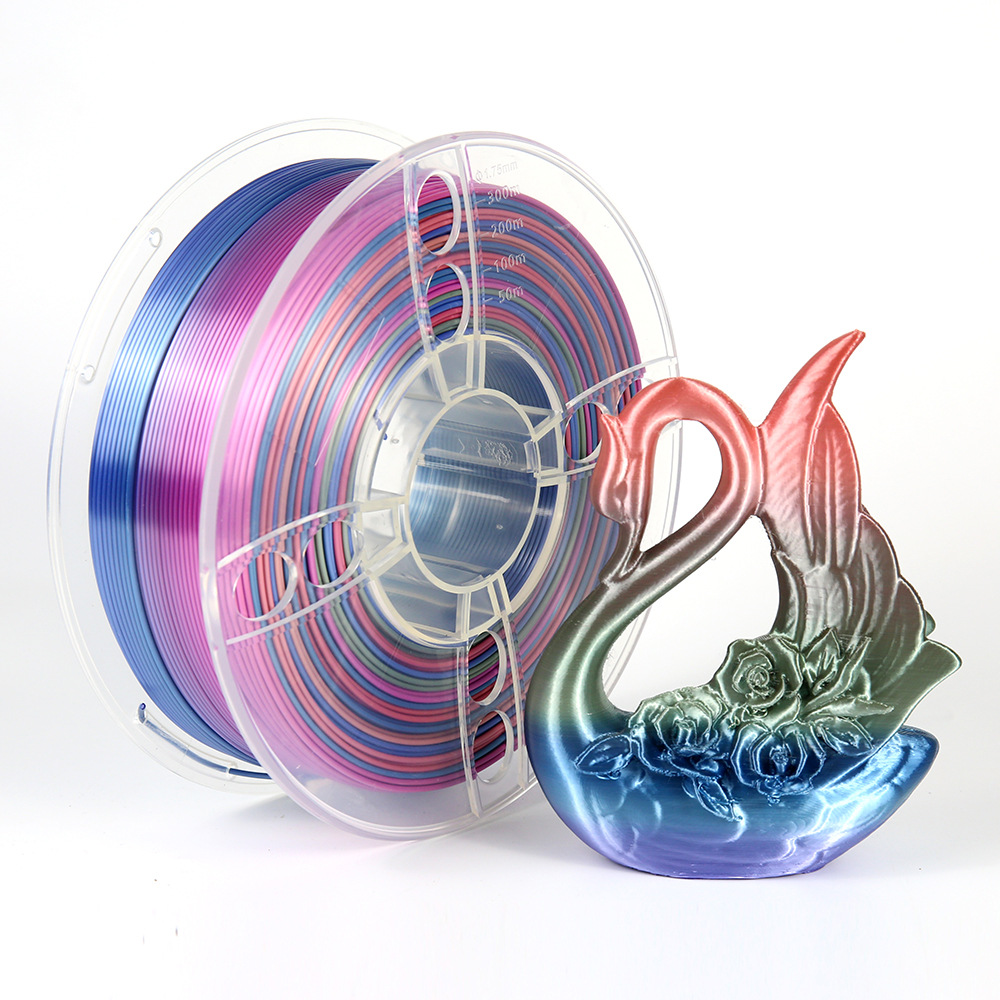
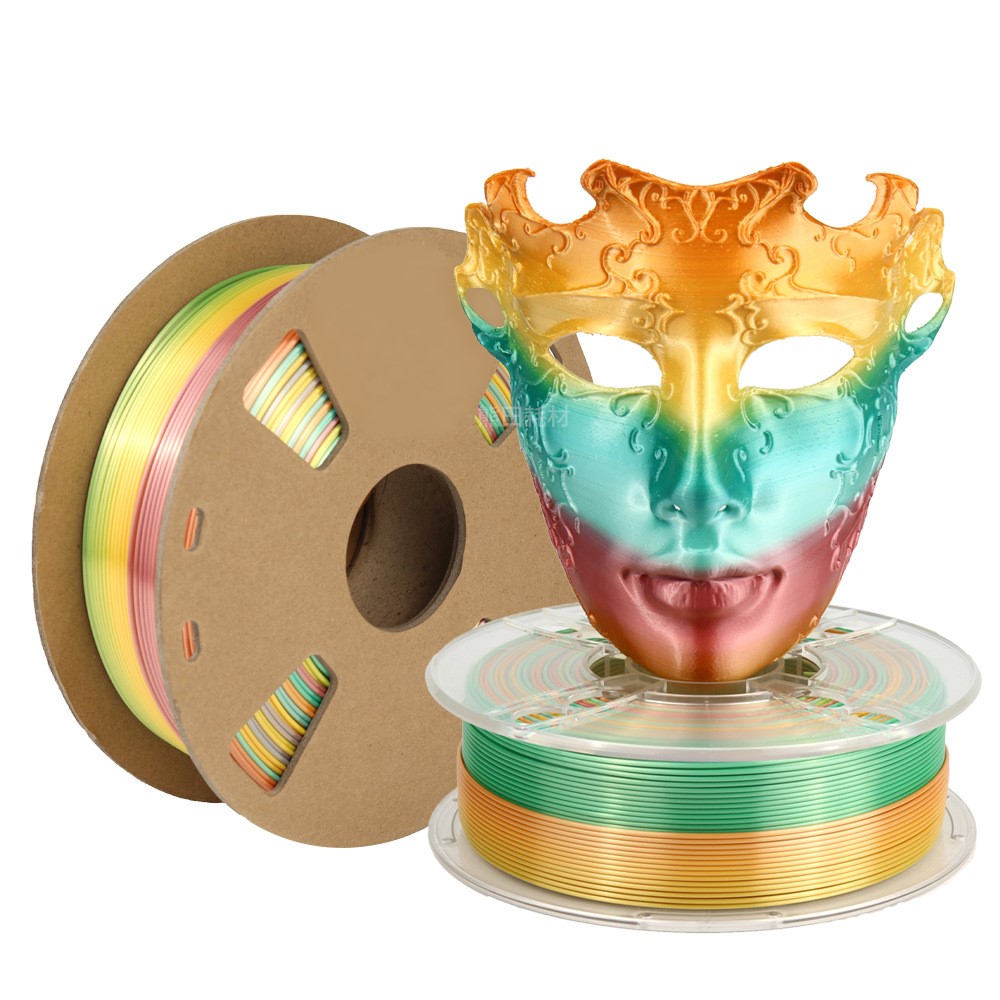
Karakteristik inik filaman PLA swa miltikoulè lakansyèl Torwell la se efè koulè lakansyèl li. Materyèl la konpoze de yon melanj PLA ak lòt sibstans, sa ki kreye yon efè gradyan plizyè koulè sou objè enprime a, sa ki fè li ideyal pou fè objè atistik ak dekoratif. Anplis de sa, filaman PLA swa miltikoulè lakansyèl Torwell la gen ekselan pwopriyete mekanik ak yon sifas briyan, sa ki asire bon jan kalite ak itilizasyon dirab objè enprime a.
| Mak | TOrwell |
| Materyèl | konpoze polimè PLA pèlesan (NatureWorks 4032D)) |
| Dyamèt | 1.75mm/2.85mm/3.0mm |
| Pwa nèt | 1 Kg/bobin; 250g/bobin; 500g/bobin; 3kg/bobin; 5kg/bobin; 10kg/bobin |
| Pwa brit | 1.2Kg/bobin |
| Tolerans | ± 0.03mm |
| Longè | 1.75mm (1kg) = 325m |
| Anviwònman Depo | Sèk ak ayere |
| Anviwònman siye | 55˚C pandan 6 èdtan |
| Materyèl sipò yo | Aplike avèk Torwell HIPS, Torwell PVA |
| Apwobasyon Sètifikasyon | CE, MSDS, Reach, FDA, TUV ak SGS |
| Konpatib ak | Reprap, Ultimaker, End3, Creality3D, Raise3D, Prusa i3, Zortrax, XYZ Printing, Omni3D, Snapmaker, BIQU3D, BCN3D, Bambu Lab X1, AnkerMaker ak nenpòt lòt enprimant 3D FDM |
Montre Modèl




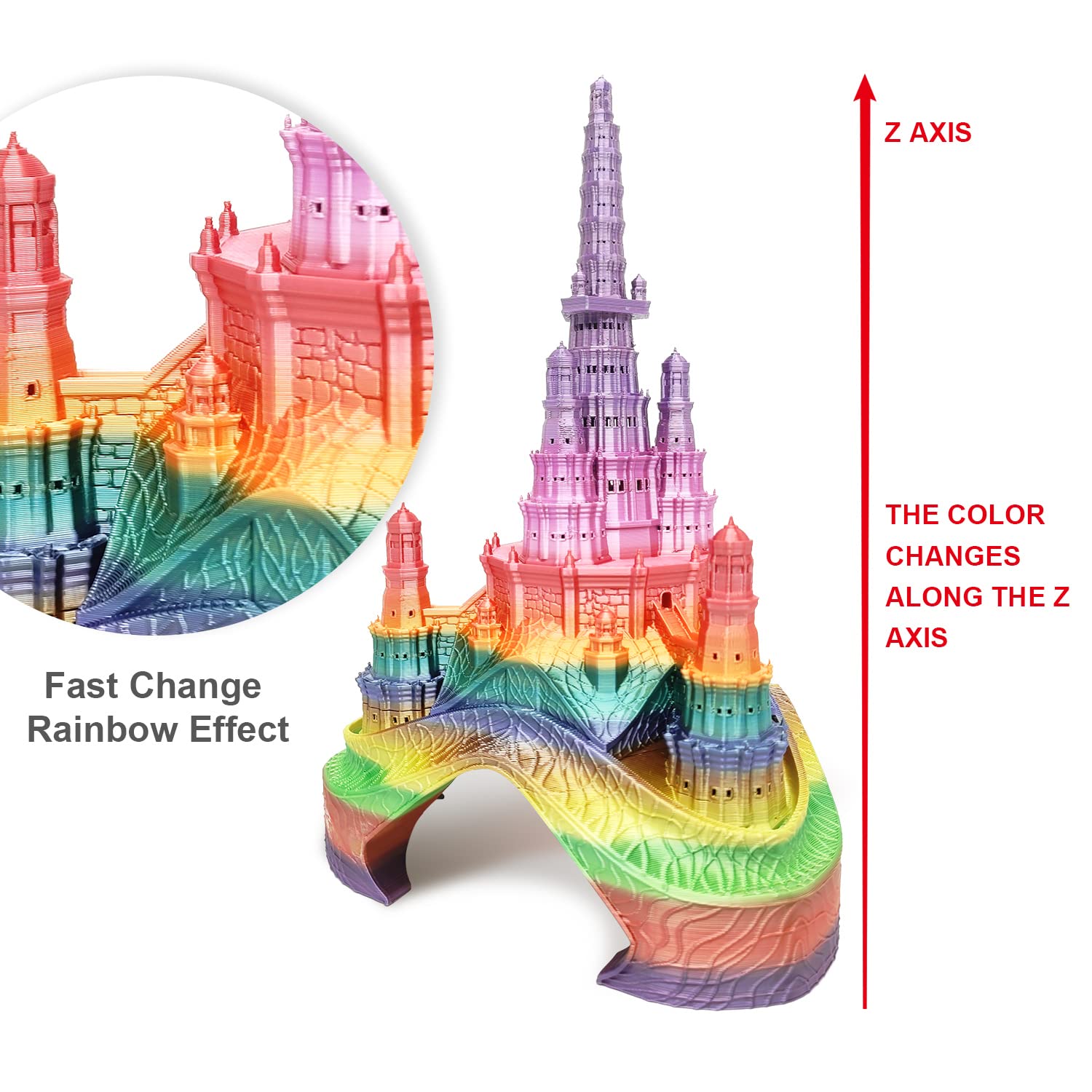
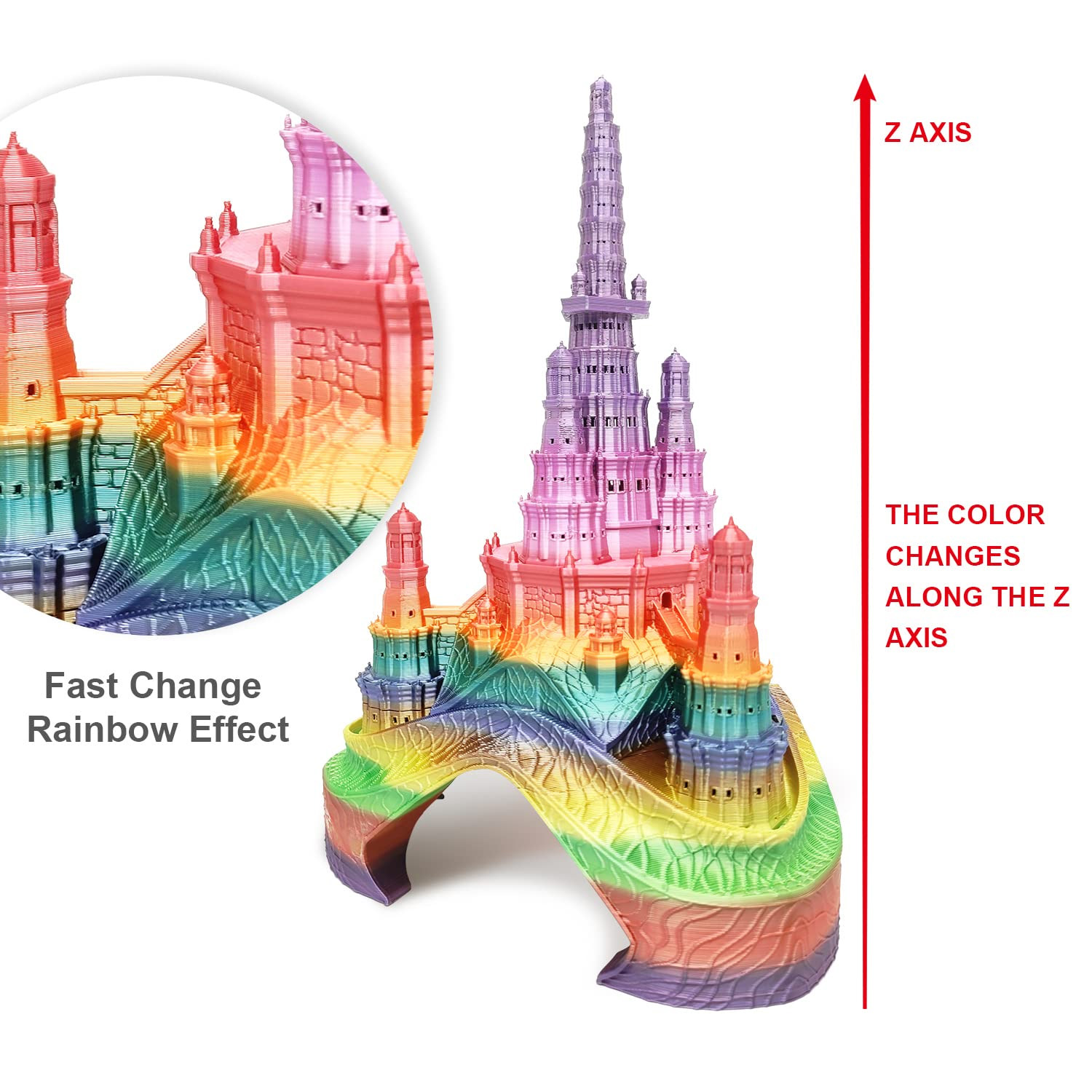
Plizyè koulè inik swa metalik lakansyèl la:
Li gen koulè gradyan, anviwon chak 3 a 5 mèt chanje koulè, li o aza pou chanje soti nan yon koulè a yon lòt; Li etonan pou enprime plizyè atik koulè inik nan yon sèl filaman bobin ki sipòte inovasyon ak konsepsyon ou nan mond enprime 3D a trè byen!
Sètifikasyon:
ROHS; REACH; SGS; MSDS; TUV


| Dansite | 1.21 g/cm33 |
| Endèks koule fonn (g/10min) | 4.7(190℃/2.16kg) |
| Tanperati Distòsyon Chalè | 52℃, 0.45MPa |
| Fòs tansyon | 72 MPa |
| Elongasyon nan repo | 14.5% |
| Fòs fleksyon | 65 MPa |
| Modil fleksyon | 1520 MPa |
| Fòs enpak IZOD | 5.8kJ/㎡ |
| Durabilite | 4/10 |
| Enprimabilite | 9/10 |
1. Pou reyalize pi bon efè enprime a ak filaman swa PLA miltikoulè lakansyèl la, li rekòmande pou itilize yon dyamèt bouch 0.4 mm oswa pi piti. Dyamèt bouch ki pi piti yo ka reyalize pi bon detay ak kalite sifas. Tanperati enprime rekòmande a se ant 200-220 °C, ak yon tanperati kabann ant 45-65 °C. Vitès enprime optimal la se anviwon 50-60 mm/s, epi wotè kouch la ta dwe ant 0.1-0.2 mm.
2. Asire w ou ranje bout filaman an apre chak itilizasyon, pa egzanp, mete bout filaman ki lib la nan twou a pou evite filaman an mele pou pwochen itilizasyon an.
3. Pou pwolonje lavi filaman ou an, tanpri sere l nan yon sak oswa yon bwat sèk epi byen fèmen.
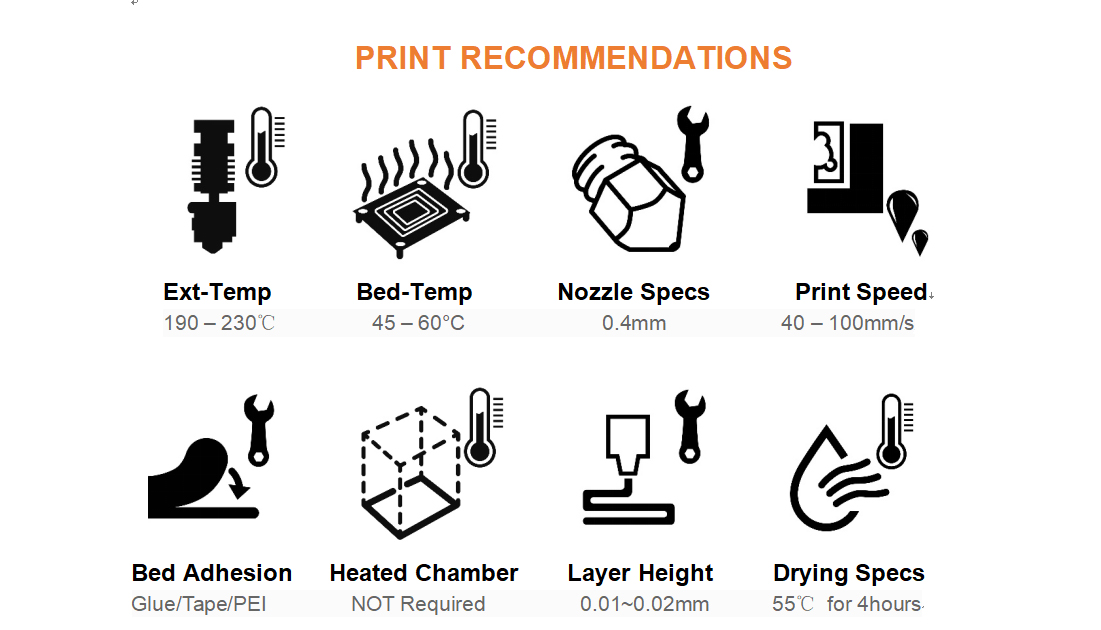
| Tanperati Èkstrudè (℃) | 190 – 230℃Rekòmande 215℃ |
| Tanperati kabann (℃) | 45 – 65°C |
| NoGwosè zzle | 0.4mm |
| Vitès fanatik | Sou 100% |
| Vitès enprime | 40 – 100mm/s |
| Kabann chofe | Opsyonèl |
| Sifas Konstriksyon Rekòmande | Vè ak lakòl, Papye maskin, Tep ble, BuilTak, PEI |
Konsèy pou enprime:
1) Pou reyalize pi bon efè enprime a ak filaman swa PLA miltikoulè lakansyèl la, li rekòmande pou itilize yon dyamèt bouch 0.4 mm oswa pi piti. Dyamèt bouch ki pi piti yo ka reyalize pi bon detay ak kalite sifas. Tanperati enprime rekòmande a se ant 200-220 °C, ak yon tanperati kabann ant 45-65 °C. Vitès enprime optimal la se anviwon 50-60 mm/s, epi wotè kouch la ta dwe ant 0.1-0.2 mm.
2) Asire w ou ranje bout filaman an apre chak itilizasyon, pa egzanp, mete bout filaman ki lib la nan twou a pou evite filaman an mele pou pwochen itilizasyon an.
3) Pou pwolonje lavi filaman ou an, tanpri sere l nan yon sak oswa yon bwat sèk epi byen sele.